Mittwoch, 27. Dezember 2017
Donnerstag, 21. Dezember 2017
Welche Politikfelder werden auf Europäischer Ebene behandelt?
- Antidiskriminierung
- Mobilfunktarife
- Feinstaubwerte
- Anzahl der Mitgliedsstaaten
- Bankensystem
- Genfood
- Klimaschutz
- Partizipationsmöglichkeiten der EU-Bürger
- Einwanderung
Mittwoch, 20. Dezember 2017
Dienstag, 19. Dezember 2017
Allgemeines zur Werkzeugauswahl
- leichte Formgebung und Eignung für Massenanfertigung
- geringe Dichte, dadurch günstig spezifische Festigkeit, verminderte Transportkosten
- korrorsionsbeständigkeit und überwiegend beständig gegen Chemikalien
- Eignung für medizinische Anwendung als Implantat-Werkstoff, für Geräte und Behälter
- wärme- und schalldämmend, durch Schaumstrukturen noch zu steigern
- einfärbbar, oft auch gute Transparentz
- elektrisch isolierend und meist günstiges dielektrisches Verhalten
- Verbundbauweisen ermöglichen die Anpassung an besondere Belastungsfälle
- großes bedarfsorientiertes Angebot
- umfangreiche physikalische und chemische Modifizierungsmöglichkeiten durch Mischung, Weichmachung, streckende, verstärkende und leitfähige Füllstoffe, Pigmente, Eigenverstärkung:Copolymersation
- praktisch unbegrenzte Ressourcen
- recyclierbar
- geringe Festigkeit von unverstärkten Kunststoffen
- zeitabhängige Festigkeits- und Verformungseigenschaften, Neigung zum Kriechen und Relaxieren
- verminderte Dimensionsstabilität, Neigung zum Verziehen, Schrumpfen, Quellen
- geringe Wärmebeständigkeit
- meist brennbar
- eventuell alterungsanfällig bei UV-Licht und Bewitterung und Ozoneinfluss, dadurch Abbau, Vergilbung, Verfärbung, Rissbildung
- eventuell anfällig gegen Mikro- und Makroorganismen
- überwiegend gasdurchlässig, permeabel
- Neigung zu Migration
- Neigung zu Weichmacherverlusten bei weichgemachten Kunststoffen
- elektrostatisch aufladbar
Struktur des Kunststoffe
wird andererseits physikalisch wesentlich beeinflusst durch die Konformation, die Gestalt der Makromoleküle.
Die Neigung zu Kristallinität und Orientierung bei vielen Polymerwerkstoffen ist konformationsbedingt.
Die chemische und physikalische Struktur bestimmen zusammen mit der Beweglichkeit von einzelnen Makromolekülbereichen die wesentlichen Eigenschaften dieser Werkstoffgruppe.
Copolymerisation

Montag, 18. Dezember 2017
Übersicht über die wesentlichen Verarbeitungsmöglichkeiten
Urfomen
Aus einem Ausgangsmaterial z.B. Granulat wird das Produkt in endgültiger Form geschaffen durch:
- Gießen
- Extrudieren
- Profile
- Rohre
- Platten
Umformen
- Tiefziehen
- Warmformen
- Tiefziehen
- daraus kann ein Becher entstehen
Fügen
- Schweißen
- Kleben
- mechanisches Verbinden
- Schrauben
- Nieten
- Nageln
- Schnappverbindung
Spangegebenes Umformen
- Drehen
- Fräsen
- Hobeln
- Bohren
- Schleifen
- die Geometrie des Schneidwerkzeuges
- die Auswahl von Schnitt- und Freiwinkel
- die Schneidgeschwindigkeit
- die Spandicke, die Spanform
- die Möglichkeit des Abtransportes der entstehenden Wärme mit dem abgetragenen Span
Verstrecken (Eigenverstärkung)
Bei teilkristallinen Thermoplasten entsteht neben der Orientierung der Makromoleküle auch noch eine Erhöhung des Kristallinitätsgrades.
Ziel des Verstreckvorganges ist die Steigerung von Zugfestigkeit und die Elastizitätsmodul in Orientierungsrichtung.
Das gleiche Ziel erreicht man bei einer Warmverstreckung z.B. von:
- (textilien) Fäden
Warmformen (Spanloses Umformen (Kunststoff))
- Zug
- Druck
- oder Biege-Formkräfte
Kaltformen (Spanloses Umformen (Kunststoff))
Die Umformteile werden dabei anisotrop, was aber zu einer verbesserten Transparenz und erhöhter Schlagzähigkeit führt.
Das für das Kaltformen typische Tiefziehen wird auch unter Warmformbedingung eingesetzt.
Umformverfahren (Kunststoff)
- Platten
- Folien.
Blasformen (Kunststoff)
- Schritt
- Herstellung eine Formlings, eines Schlauch- oder Rohrabschnittes aus einem Extruder. Der i. Allg. noch warme Strangabschnitt von zweiteiligen Werkzeug erfasst
- Schritt
- an den Enden zusammengepresst und
- Schritt:
- mit Druckluft bis zum Auffüllen des gesamten Werkzeughohlraumes aufgeblasen
- Extrusionsblasformen
- Spritzblasen
- Tauchblasen
- Streckblasen
- Folienblasen
Extrudieren

Dieses Verfahren dient zur Herstellung endlos geformter thermoplastischer Halbzeuge wie:
- Profile
- Platten
- Folien
- komprimiert
- plastifiziert
- entlüftet
- durchgeknetet
- und anschließend durch das Profil-Werkzeug gedrückt
Spritzgießen
- wird erwärmt anschließend
- wird diese plastifiziert und
- unter Druck durch eine Düse (Anguss) in das kalte Formwerkzeug gespritzt
- dort erstarrt die Masse
Niederdruckformen
Hierbei werden schichtweise Harz und Verstärkungsmaterial manuell aufgebracht und mit Rollen eingearbeitet. Das Einarbeiten und Verdichten unter geringem Druck kann durch weitere Verfahren erfolgen, z.B.:
- Durcksackverfahren
- Vakuumverfahren
- Faserspritzen

Herstellen von Schaumstoffen
- geschlossene
- offene
- gemischte
Sintern
Nach entfernen des überschüssigen Pulvers, wird die Form zum Glätten der Formteiloberfläche noch einmal erwärmt, abgekühlt und entformt (Schüttsintern).
Wirbelsintern:
Beim Wirbelsintern wird ein zu beschichtendes Bauteil durch ein Wirbelbett geschwenkt und ebenfalls zur Glättung des anhaftenden Pulvers thermisch nachbehandelt.
Neben diesen drucklosen Sinterverfahren gibt es das Presssintern :
- welches bei Raumtemperatur
- erhöhter Temperatur und Hochendruck
Kalandieren
- Herstellung von Bahnen und Folien aus plastifizierter Masse, die durch die Spalte verschieden angeordneter Walzensysteme
- bei schrittweiser verminderten Walzenspalte > geförder und geformt wird
- Fertigungsbreiten bis etwas 4m möglich.
- Problem der Walzendurchbiegung und dadurch gleichmäßige Dicke über die gesamte Breite, ist meist sehr aufwändige Abhilfe durch ballige Walzenform (Bombage)
- Momentenaufbringung an den Walzenenden (Crossing Over)
- glatte polierte Stahlwalzen, eventuell zusätzliche Prägewalzen
- (Endlos-) Produkte
- Bodenbeläge
- Dichtungsbahnen
- Folien
Sonntag, 17. Dezember 2017
Gießen (Kunststoff)
Relativ einfaches herstellungsverfahren von meist größeren Formteilen, für flüssige Kunststoffe als :
Schmelze
Lösung
flüssiges
Als Vorprodukt von Duroplasten.
Wird auch zur Herstellung von Halbzeugem durch breiten Schlitz auf ein Trägermaterial oder Transportband genutzt.
Die Erstarrung erfolgt durch Kühlung (Schmelze) bzw. Temperierung (Lösung)
Erhaltung von isotrope Formteile.
Abgewandelte Verfahren sind:
Schleudergießen (mit der Formfüllung durch Zentrifugalkräfte)
Filmgießen
Follengießen (nicht für die Serienanfertigung geeignet)
Samstag, 16. Dezember 2017
Urformverfahren (Kunststoff)
Dabei werden Zusatzstoffe oder auch zusätzliche Polymerkomponenten eingesetzt, mit denen
- mechanische
- optische und Beständigkeitseigenschaften
- und Verarbeitungseigenschaften
- Granulat
- Pulver
- Paste
- Flüssigkeit
- Kautschuck
Freitag, 15. Dezember 2017
Donnerstag, 14. Dezember 2017
Mechanisches Verbinden
- lösbare Verbindungen
- z.B. Verschrauben
- oder Schnappverbindungen
- nicht lösbare Verbindugen:
- z.B. Nieten
- oder Nageln
Schweißen (Kunststoff)
Die verschiedenen Schweißverfahren beruhen i.W. auf die unterschiedlichen Möglichkeiten für die zum Schmelzen aufzubringenden Erwärmungsmethoden:
- Heizelementschweißen > Wärmeleitung
- Warmgasschweißen > Konvektion
- Reibschweißen > (äußere) Reibung
- Ultraschallschweißen > (innere) mechanische Reibung
- Hochfrequenzschweißen > (innere) elektrische Reibung
Vorbehandlung der Klebeflächen
Bei schwerer zu verklebenden Kunststoffen, kann außerdem noch eine Aktivierung der Oberflächen erfolgen.
mechanische Vorbehandlung:
- entfetten oder Waschen zum Entfernen von antiadhäsiver Schichten
- Sandstrahlen oder Schleifen zum Entfernen von Presshäuten und Aufrauhen der Oberflächen
- ziel ist es die beiden Fügeflächen nicht polarer Werkstoffe zu Aktivieren, d.h. polare Gruppen zu schaffen.
- Das geschieht i.A. durch Oxidation der Oberflächen
- anätzende Chemikalien
- oxidierende Lösungen oder Schmelzen
- Abflammen
- um PE-Flächen bedruckbar zu machen
- elektrische Entladung
- Elektronen durchschlagen die Oberfläche und bilden oxidierende Radikale
Haftklebstoffe
- enthalten Lösungsmittel
- sind elastisch und dauernd
- sind oft auch wiederholt klebefähig
Mittwoch, 13. Dezember 2017
Kontaktklebstoffe
Hierbei handelt es sich um eine synthethische Elastomere, die mit lösungsmittelhaltigen Härtern vor dem Auftragen gemischt werden.
- Kontaktklebstoffe werden auf beide Fügeflächen aufgetragen
- Lösungsmittel soweit wie möglich verdunsten lassen, bis der Klebefilm keine Fäden mehr zieht
- Fügeflächen mit hohen Druck (genau ausgerichtet) aufeinander gepresst
Reaktionsklebstoffe
- 2 Komponenten Kleber
Dispersionsklebstoff
Lösungsmittelklebstoffe
Die Abführung des Lösungsmittel führt zu einem erheblichen Volumenschwund in der Fuge.
Der Lösungsmittelklebstoff muss ausreichend verträglich gegenüber den Fügeflächen sein, damit ein übermäßiges Erweichen oder Spannungsriss vermieden werden kann.
Nach dem Auftragen des Klebstoffes und vor der Verbindung der Fügeflächen, sollte das Lösungsmittel weitgehend verdampft sein, denn eine dickflüssige Klebschicht bewirkt ein schnelleres Haften und vermindert den Volumenschwund.
Je nachdem was zu welche Art von Kunststoff verklebt werden soll, reicht es schon aus, wenn man die Oberfläche der Fügeflächen mit einem bestimmten Lösungsmittel benetzt.
Dienstag, 12. Dezember 2017
Bestellung bei Dell
Nachdem ich die angeschrieben hatte, bekam ich relativ schnell eine Antwort und konnte dann noch rechtzeitig, bevor es wieder zurück geschickt wird, abholen
Klebstoffarten
Klebstoffe sind nichtmetallische Werkstoffe, mit denen Fügeteile durch Flächenhaftung miteinander verbunden werden, ohne dass sich das Gefüge der Fügeteile wesentlich ändert.
Kleben
Durch die geringe Reichweite der untermolekularen Kräfte, muss der Klebstoff sehr engen Kontakt zu der zu verbindenden Oberfläche haben, was mit einer guten Benetzung durch eine Schmelze, einer Lösung oder einer Dispersion erreicht werden.
Die Klebstoffe müssen eine hohe Eigenfestigkeit und eine große Haftungsneigung zur Oberfläche der zu verklebenden Teile besitzen.
Klebstoffe sind makromolekulare Stoffe, die geschmolzen, gelöst oder dispergiert flüssig aufgetragen wird.
Die Erstarrung der Klebefuge erfolgt durch Abkühlung.
Fügeverfahren
- das Kleben
- das Schweißen
- und das mechanische Verbinden
Montag, 11. Dezember 2017
Gesamtschwindung
- durch Kubische Schwindung
- flüssige Schwindung
- Erstarrungsschwindung
Verlorene und Dauerhafte Modelle bei der Gießerei
- Feingießen
- Vollformguss
- Sandguß
- Maskenformgießen
- Kokillenguß
- Schleuderguß
- Druckguß
Schwindmaße für Guss
Stahl um 1500°C 2%
Grauguss 1200 - 1300°C 1%
Temperguss um 1400°C 1,5 - 2%
Aluminium 580 - 660°C * 1,5%
Magnesium 650°C 1,5%
Kupfer 1083°C 1,5%
Bronze 700 - 1000°C * 1,5%
Messing 700 - 900°C * 1,5%
Zink 419°C 0,9%
Zinn 232°C 0,6%
Blei 327°C 0,8%
* sind legierungsabhängig
Umformen und Untergruppen in der Metalltechnik
Hauptgruppe 2 (Umformen)
- Druckumformen (DIN 8583)
- Wälzen
- Freiformen
- Gesenkformen
- Eindrücken
- Durchdrücken
- Zugdruckumformen (DIN 8584)
- Durchziehen
- Tiefziehen
- Kragenziehen
- Drücken
- Knickbauchen
- Zugumformen
- Längen
- Weiten
- Tiefen
- Biegeumformen (DIN 8586)
- Biegen mit geradliniger Werkzeugbewegung
- Biegung mit drehender Werkzeugbewegung
- Schubumformen (DIN 8587)
- Verschieben
- Verdrehen
Donnerstag, 7. Dezember 2017
Microsoft Office für Studenten
Wenn man schon Student ist, dann muss man das auch ausnutzen.
Gibt bei Google Microsoft Office ein und eure Uni. Meistens wird dann eure Uni angezeigt.
Meldet euch dann bei eurer Seite an und ladet wir vorgeschrieben das Programm herunter. Meistens ist das Programm dann kostenlos.
Nutzt es aus, wenn man schon Student ist, warum dann nicht auch bei Programmen sparen?
Feingießen
- Gießen mit erhöhter Maßgenauigkeit (0,3-0,7%) und geringer Oberflächenrauheit
- Übliche Stückgewichte zwischen wenigen Gramm bis etwa 10kg
- mit allen Metallen möglich
- Komplizierte endformnahe Konturen und Hinterschneidungen möglich


Aufgabe und Eigenschaften von Kernen
Anforderungen an Kerne:
- Maßgenauigkeit und Temperaturbeständigkeit
- Widerstand gegen Erosion beim Gießen durch die Schmelze
- Formbeständigkeit gegen den Druck der Schmelze
- Entfernbarkeit (Kernzerfall)
Sintern - Vor&Nachteil
- Herstellung sehr komplexer Bauteile
- in wenigen Arbeitsschritten
- bei kurzen Taktzeiten
- mit optionaler Rohstoffausnutzung
- mit geringem Energieverbrauch
- (near)-net-shape Bauteile
- Porosität bedeutet:
- Gewichtsvorteil
- Schwinnungsdämpfend
- homogenes Gefüge, isotrope Werkstoffeigenschaften
- eingeschränkte geometrische Gestaltungsfreiheit bzgl. Hinterschnitten und Bohrungen
- Grenzen bezüglich Bauteilgröße
- dichteabhängige Festigkeit
Sintern - Bauteilauslegung und Herstellkosten
- große gestalterische Freiheit bei der Entwicklung und Realisierung von komplexen Geometrien und Oberflächenstrukturen
- Hinterschneidungen, Querbohrungen, Innen- und Außengewinde sowie Verzahnungen können von Anfang an im Bauteil eingeplant werden
- Bauteile können wärmebehandelt, poliert, galvanisiert, geschweißt, gelötet und zerspant werden
- Minimale Wandstärken von bis zu 0,3mm können erzielt werden
- Erzielung einer ausgezeichneten Oberflächenrauigkeit und guten Abbildungsgenauigkeit
- mit der MIM-Technologie werden enge Maßtoleranzen erreicht
Mittwoch, 6. Dezember 2017
Postbank
Für viele ist es doch schon wichtig, das man eine Bank hat, wo man auch Geld einzahlen kann. Deswegen sind die meisten Leute, so wie ich zur Postbank gewechselt. Da aber das nun auch weggefallen ist, fragt man sich also , wo man überhaupt noch einzahlen kann.
Bei den meisten Automaten von der Postbank, kann man Geld einzahlen. Nun kommt aber nun der Hacken und zwar sind die meisten Automaten nur für Geldscheine konzipiert und nicht für Münzen.
Nur die wenigsten Automaten funktionieren, wo man auch Münzen einzahlen kann.
Ein Standort ist der zoologische Garten.
Wenn ihr mehr wisst, lasst mir ein Kommentar da
Dienstag, 5. Dezember 2017
Rationalisierter Parlamentarismus
- "Rationalisierter Parlamentarismus":
- Das bedeutet soviel wie: verfassungsrechtliche Vorschriften, die im parlamentarischen System für Stabilität der Regierung sorgen und keine Übermacht des Parlaments zulassen
- Im Grundgesetz sind solche Elemente im Bezug auf bestimmte zusammenhänge wie:
- Bundeskanzler: Wahl, Richtlinienkompetenz, Ernennung / Entlassung von Ministern, Misstrauensvotum
- Mitwirkungsrechte des Bundesrates
- 5% Hürde
Montag, 4. Dezember 2017
Einteilung der Kunststoffe
Einteilung der Kunststoffe
Die Kunststoffe können entsprechend der "DIN 7724, Polymere Werkstoffe, Gruppierung polymerer Werkstoffe aufgrund ihres mechanischen Verhaltens" nach dem molekularen Aufbau und dem daraus resultierenden Verhalten eingeteilt werden und zwar in Thermoplaste, thermoplastische Elastomere, Elastomere und Duroplaste.Thermoplaste sind unvernetzte Kunststoffe, die sich bei Gebrauchstemperaturen weitgehend energie-elastisch verhalten und darüber bei einer bestimmten Teemperatur erweichen und schmelzen. Dass bei Erwärmung einen erweichter bzw. geschmolzener Zustand durchlaufen wird, ist eine Voraussetzung für verschiedene technologische Verarbeitungsverfahren (z.B. Gießen, Spritzgießen, Extrudieren, Schweißen). Die Thermoplaste überstehen eine solche Erwärmung im Allgemeinen ohne chemische Veränderung.
Thermoplastische Elastomere sind weitmaschig physikalisch vernetzte mehrphasige Kunststoffe oder Kunststoffmischungen, die sich bei Gebrauchstemperaturen entropieelastisch (gummi-elastisch) verhalten und darüber bei einer bestimmten Temperatur erwichen und schmelzen. Deren Vernetzungsstellen beruhen auf lokale Zusammenhaltmechanischen benachbarter Molekülketten, die bei Gebrauchstemperaturen fixiert bleiben und sich beim Schmelzen lösen.
Elastomere sind weitmaschig chemisch vernetzte Kunststoffe, die sich bei Gebrauchstemperaturen entropie-elatisch (gummuielastisch) verhalten und darüber hinaus bis zur Zersetzungstemperatur nicht schmelzbar sind.
Duroplaste sind energie-elastische (stahlelastische) Kunststoffe, die beim Herstellungs-bzw. Verarbeitungsvorgang hochgradig chemisch vernetzend aushärten. Duroplaste sind daher nicht schmelzbar.
Donnerstag, 30. November 2017
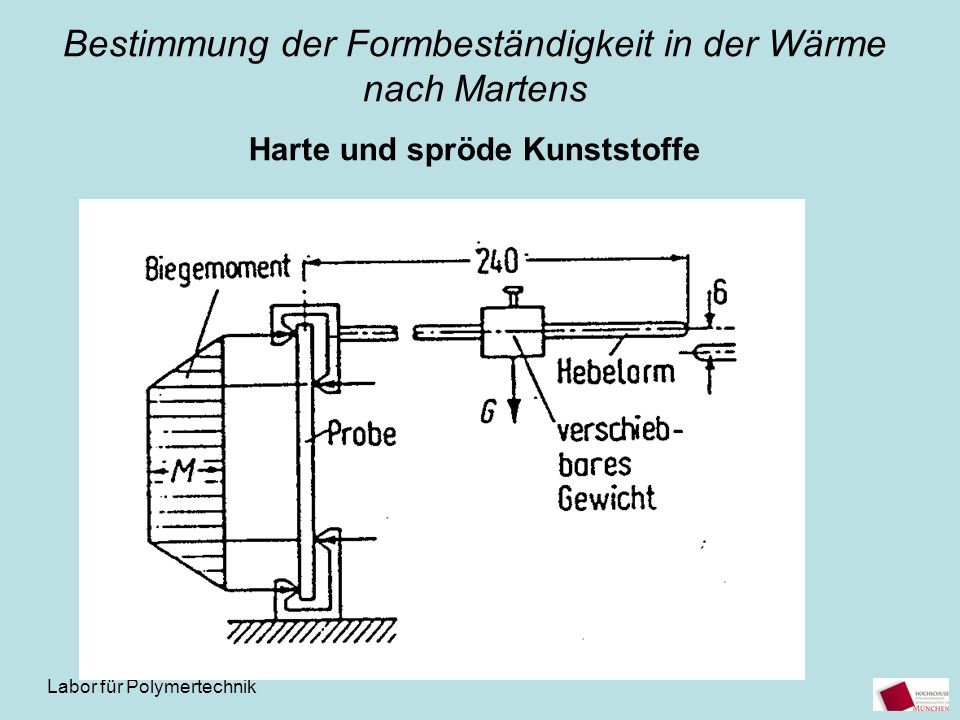
Formbeständigkeit in der Wärme nach Martens
Bei der Martens-Prüfung wird ein Probekörper mit festgelegten Abmessungen im Prüfgerät senkrecht unten eingespannt. Am oberen Ende wird der Probekörper durch einen waagerecht befestigten Hebel durch ein verschiebbares Gewicht so belastet, dass auf die Probe eine Biegespannung von etwas 5N/mm² einwirkt.
Die Erwärmung erfolgt in einem Wärmeschrank unter schwacher Luftwälzung mit einer Heizrate von 50K/h.
Die Martens-Temperatur ist die Temperatur, bei welcher der Zeiger am Ende des Belastungshebels (im Bild ersichtlicht) um 6mm abgesunken ist.
- Es gibt zur Zeit keine deutsche Norm für die Bestimmung der Martens-Temperatur
Stofftransport in Kunststoffen
Der Stofftransport von Gasen oder Flüssigkeiten, die Permeation, durch einen Kunststoff hindurch erfolgt in drei Schritten.

Schritt 1 (Die Absortion):
- Lösen von Molekülen des abgrenzenden Mediums an der Oberfläche der Kunststoff-Trennwand
- Hindurchwandern der Fremdmolekühle durch die Kunststoff-Trennwand. Durch das Bestreben der Fremdmolekühle, sich gleichmäßig zu verteilen, gelangen sie auch an die rechte Grenzfläche der Kunststoff-Trennwand. Diese Bewegung (Diffusion) der Fremdmolekühle ist von ihrer Größe, der freien Weglänge im Kunststoff sowie von der Temperatur abhängig
Schritt 3 (Desorption):
- Abgabe von diffudierten Molekühlen aus der rechten Grenzfläche, verdampfen aus der Oberfläche
- Der gesamte Vorgang der Permeaion steigt durch:
- die Temperatur
- die Affinität der Fremdmolekühle zum Kunststoff (die Löslichkeit)
- die Verminderung der Trennwanddicke
- die Erhöhung der Druckdifferenz an Ein-und Austrittsfläche (Partialdruckgefälle)
Mittwoch, 29. November 2017
Demokratie gestern und Heute
Politischer Extremismus:
Was bedeutet es eigentlich?
Der Begriff kommt aus dem Lateinischen und bedeutet:" der äußerste"
- Dadurch sind Anhänger bereit, alle Mittel (auch Gewalt) einzusetzen
- das Ziel ist : Abschaffung der Prinzipien und Spielregeln der Demokratie
- Gemeinsam ist allen Extremisten:
- Absolutheitsanspruch
- Harmonieverständnis
- Ablehnung von Pluralismus
Dienstag, 28. November 2017
Alterungsschutz durch Alterungsschutzmittel
- Inhibatoren
- Stabilisatoren
- Wärme
- Licht
- Strahlenschutzmittel
- UV-Absorber
- Antioxydantien
- Antiozonantien
- biologische Schutzmittel:
- Bakteriziede
- Fungizide
- Herbizide
Alterung von Kunststoffen
- "Gesamtheit aller im Laufe der Zeit in einem Material ablaufenden chemischen und physikalischen Vorgänge"
Alterungsursachen (innere und äußere)
- unvollständige Polymerbildungsreaktionen
- Eigenspannungen
- Orientierungsspannungen
- Wärmeenergie
- energiereiche Strahlung (IR, UV, Y)
- chemische Einflüsse
- mechanische Beanspruchung
Alterungsvorgänge (folge der Alterungsvorgänge)
- Nachreaktionen der Polymerbildung
- Kettenabbau oder Kettenveränderungen
- Autooxydation
- Spannungsabbau (durch Relaxtion)
- Nachkristallisation
- Entmischung (Phasentrennung nach Blends)
- Weichmacherbewegung (Verlust, Migration, Entmischung)
- Abscheidung, Ausscheidung von Hilfsstoffen
- Verwerfung (Deformierung des Bauteiles)
- Rissbildung durch:
- Spannungsrisse
- Ozonenrisse
- Ermüdungsrisse
- Quellung
- (Nach-)Schwindung
- Abscheidungen bzw. Ausscheidung von Bestandteilen durch:
- Ausblühen (Fest)
- Ausschwitzen (flüssig)
- Verdampfen (flüssig)
- Bruchbildung durch:
- lokale Erschöpfung
- Ermüdung
- Verfärbung
- Glanzverlust
- Änderung von (messbaren) mechanischen Eigenschaften
Donnerstag, 23. November 2017
Mathematik (wichtig für die Klausur)
Den Satz mit dem Beweis in der Klausur zeigen. Es macht laut seiner Aussage (20% aus)





Mittwoch, 22. November 2017
Löten (Diffusion)
Bei einer gelungenen Lötung legiert das Lot eine dünne Schicht der metallisch blanken Grundwerkstoffoberfläche auf. Die Wanderung der Atome, die dafür notwendig ist, nennt man Diffusion. Eine Folge davon: Lotbestandteile lassen sich sowohl im Grundwerkstoff (Dg) nachweisen, als auch umgekehrt sind Bestandteile des Grundwerkstoffes in der Lotschicht zu finden (Ds)
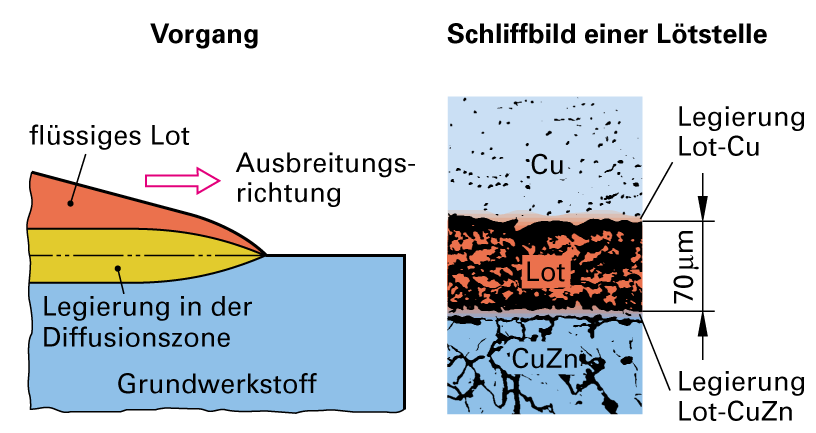
- Die Ausbildung der Diffusionszone bedingt also die Qualität der Lotstelle
- Ein Lot sollte daher immer ein Metall enthalten, das Bestandteil oder Legierungselement des oder der zu verbindenden Grundwerkstoffe ist
Dienstag, 21. November 2017
Flussmittel beim Löten
Flussmittel
Montag, 20. November 2017
Einteilung der Lötverfahren/Lötprozesse
Weichlöten
- <450°C
- Löten mit Loten, deren Liquidustemperatur unterhalb 450°C liegt.
- 450-900°C
- Löten mit Loten, deren Liquidustemperatur oberhalb 450°C liegt.
- >900°C
- Löten oberhalb von 900°C, überwiegend flussmittelfreies Löten unter Luftabschluss mit Schutzgas oder Vakuum
Typische Fehlerbilder beim Schweißen
- Versprödung durch Oxidation und Entkohlung des Schmelzbades
=> Schweißen unter Schutzgas
- Ungewollte Gefügeumwandlung in der Schweißnaht oder der Wärmeflußzone
=> Vorwärmen des Schweißgutes -> schnelles Abkühlen vermeiden
=> Bei Stählen das Kohlenstoffäquvalent beachten
- Thermisch induzierte Einspannungen -> Verzug, Risse

Wissenswertes für Studenten an der Beuth-Hochschule
Sicherlich kennt ihr es doch. Ihr meldet euch bei dem WLAN an, welches auf dem Brief steht und werdet binnen weniger Minuten wieder rausgeschmissen!
Am besten meldet euch mit euren Zugangsdaten bei dem WLAN Netz von eurodam an, denn da werdet ihr nicht sofort rausgeschmissen. Des weiteren Gibt es auch eine app, die ihr euch laden könnt, Sie heißt genauso, wie das WLAN.
Donnerstag, 16. November 2017


Dienstag, 14. November 2017
Demokratie: Gestern und Heute (Teil 2)

Dort forderten 30 000 für:
- Freiheit
- Grundrechte
- politische Beteiligung
- sowie einen Nationalstaat
Versprechen des preußischen Königs u.a. für geschriebene Verfassung mit Grundrechten (Dez. 1848)

- liberal, konservativ, demokratisch, …
- Grundmuster blieben bis zum Ende der Weimarer Republik
- auch Anfänge der deutschen Frauenbewegung in dieser Zeit








Montag, 13. November 2017
Demokratie: Gestern und Heute (Teil 1)
Revolution von 1848/49
- = wichtige Wegmarke in der deutschen Geschichte
- Politisierung und Radikalisierung von Bauern und Mittelschichten
- = wichtige Parlaments- und Freiheitsrechte
- Forderungen nach Freiheit und Gleichheit
- nie gesehene Mobilisierung – politischer Streit
- neues Bewusstsein für eine neue (menschengemachte) Ordnung, die auch mit Risiken behaftet war
- Schriftliche Verfassungen mit Grundrechtecharta
Donnerstag, 9. November 2017
Partein
- Gruppe gleichgesinnter Bürger, die sich die Durchsetzung gemeinsamer politischer Vorstellungen zum Ziel gesetzt hat
- auf Dauer angelegte freiwillige Organisation zur Teilnahme am politischen Geschehen
- Art. 21 GG:
- „Parteien wirken bei der politischen Willensbildung mit.“ = Parteien haben eine besondere Stellung unter den intermediären Institutionen
- Parteienwettbewerb ist zentral für das demokratische System
Partein im demokratischen System
- Parteien und politisches System
- Instrumente zum Machterwerb oder auch zur Machtausübung / -kontrolle
- Wahlsystem: Mehrheitswahlrecht oder Verhältniswahlrecht
- Parteistruktur: fest oder lose
- Rekrutierungsfunktion
- Programmfunktion
- Aggregations- und Artikulationsfunktion
- Mobilisierungsfunktion
- Sozialisierungsfunktion
Mathematik 1
Def.: Eine Aussage ist ein sprachliches Konstrukt mit einem eindeutigen Wahrheitswert: Wahr oder Falsch
Bsp.:
- "5+7=25"
- "Paris ist die Hauptstadt der Mongolei"
- "Mein Auto ist Rot"
- "Mein Auto kann schneller als 180km/h fahren"
nicht Bsp.:
- "Hallo"
- "Hund"
- "wie geht´s?"
- "3+5"
- 1-Stellige Junktoren
- Negation ¬A
- wieviele andere 1-Stellige Junktoren kann man definieren?
- Konjunktion
- A ∧ B
- (∧ = und)
- Disjunktion
- A∨B
- (∨= oder)
- Implikation
- A → B
- impliziert
- aus A folgt B
- wenn A, dann B
- Äquvalenz
- A ↔ B
- Äquvalent
- A genau dann, wenn B
Mittwoch, 8. November 2017
Freitag, 3. November 2017
Montag, 30. Oktober 2017
Elementarzelle und Einheitszelle
- Parallelepiped, welches durch 3 primitive Translationsvektoren aufgespannt wird
- Zelle mit kleinstmöglichem Volumen, die durch Anwendung aller möglichen Translationsoperationen den gesamten Raum ausfüllt
- enthält sämtliche Symmetrieelemente
- → Daher 7 Kristallsysteme, z.B. kubisch
- gegenüberliegende Flächen parallel angeordnet
- Grund-Gittertyp wird durch die weitere Atome erweitert
- → raumzentrierte oder flächen- bzw. basiszentrierte Typen
- Soll die Symmetrie des vorliegenden Raumgitters möglichst offensichtlich wiederspiegeln
Freitag, 27. Oktober 2017
Atomare Bindung in Festkörpern (Teil 3)
Zum Verständnis der Bindungen kann ein Modell mit zwei wechselwirkenden Atomen herangezogen werden:
- Für große Distanzen zwischen den Atomen sind Wechselwirkungen (WW) vernachlässigbar
- Sobald sich die beiden Atome annähern, üben diese signifikante anziehende (FA) und abstoßende (FR) Kräfte aufeinander aus.
- Zwischen Atomen bestehen immer sowohl anziehende als auch abstoßende Wechselwirkungen
- Abhängig vom gegenseitigen Abstand
- Erreichung eines Energetischen Minimums bei spezifischen Abstand (R0) zwischen den Atomen
Atomare Bindung in Festkörpern (Teil 2)
Die chemische Bindung versucht:
- stabile Konfiguration zu erreichen, z.B. Edelgaskonfiguration
- gehen chemische Bindungen ein
- Ionenbindung
- Atombindung
- Metallische Bindung
- Van-der-Waals Bindung
- Wasserstoffbrückenbindung
- das die Elektronen für die chemische Bindung verantwortlich sind
- die Elektronenkonfiguration der in Verbindung tretenden Atome bestimmen die Art dieser chemischen Bindung
- die Valenzelektronen sind an der chemischen Bindung (äußere Elektronen) beteiligt
- die Chemische Reaktion
- Weisen unterschiedliche Eigenschaften als ihre Bestandteile auf (elementsubstanzen bzw. chemische Verbindungen, Precursor etc...)
- reine Grundsubstantzen liegen in einem bestimmten Massenverhältnis vor
- zur Zerlegung/Spaltung werden die Chemischen verfahren benötigt, damit diese in ihre Bestandteile zerlegt werden können
Atomare Bindung in Festkörpern (Teil 1)
- durch Form oder Dichte
- Wärmeleitfähigkeit
- Elektrische Leitfähigkeit
- Biochemische Reaktionsfähigkeit
- Oberflächeneigenschaft
- Spannungs-Dehnungs-Verhalten
Mittwoch, 25. Oktober 2017
Montag, 23. Oktober 2017
Bundesregierung
- Stellung des Bundeskanzler
- Wahl/Abwahl durch das Parlament
- Richtlinien Kompetenz
- Organisationsgewalt bzgl. Arbeitsbereiche der Ministerien
- Kabinettsprinzip
- Ressortprinzip
- Regierungsapparat
- Förderalismus
- Strömung in den Parteien
- keine Auflösung des Parlaments
- Koalitionszwänge
- Bundesverfassungsgericht
Repräsentativenprinzip
- Imperatives vs. freies Mandat
- Interessenvertreter
- Arbeitsteilung/Arbeitsparlament
- Abbild der Bevölkerungsstruktur?
Repräsentativprinzip
- zentrales Element: Parlamente
- deren Vorläufer: Ständevertreter
- Direkte vs. Repräsentative Demokratie
- die Repräsentative Demokratie hat sich durchgesetzt aus
- pragmatischen und
- prinzipiellen Erwägungen
Freitag, 20. Oktober 2017
Politikwissenschaft
Polity :
Auseinandersetzung mit Ordnungs- bzw. Handlung'srahmen von Politik = Form
-Normen
-Institutionen
-Politische Kultur
Politics :
Auseinandersetzung mit Willensbildungs- und Entscheidung'sprozessen = Prozess
-Interesse
-Konflikt
-Macht
-Konsens
Policy :
Auseinandersetzung mit Ursachen, Inhalten und folgen staatlichen Handelns = Inhalt
-Aufgabenerfüllung
-Planung
-Intervention
Donnerstag, 19. Oktober 2017
Mittwoch, 11. Oktober 2017
Dienstag, 10. Oktober 2017
Dokumentenarten
- Zusammenbauzeichnung
- Gebrauchsanweisung
- Fertigungszeichnung
- Produktionsauftrag
- Materialliste
- Prüfzeichnung, Prüfanweisung, Prüfprotokoll
- Explosionszeichnung
- Montageanleitung
- Kurzanleitung
- Inspektionshefte
- Sicherheitshinweise
- Recycling
- Stückliste
Zusammenbauzeichnung
- Alle Bauteile der Baugruppe nach der Montage sichtbar
- Jedes Bauteil erhält eine Positionsnummer
- Keine Maße ausser eventuell Anschlussmaße oder Hauptgruppe
Fertigungszeichnung
- Ein Bauteil aus dem Zusammenbau
- Maße mit zulässigen Abweichungen für dir Fertigung
- Form und Lagetoleranzen
- Ausgabedatum, Bearbeiter
- Oberflächeneigenschaft
- Werkstoff
- Zeichnungsnummer (Schriftfeld) Eindeutige Identifizierung dieser Zeichnung
Stückliste
Keine Norm zur Formatierung. Es gelten Formen/Richtlinien
Wichtig ist nur:
- Positionsnummer
- Anzahl
- Zeichnungsnummer
- Rufnummer
Montag, 9. Oktober 2017
Fertigungstechnik
Herstellung geometrisch definierter Körper nach einer Vorgabe (Idee, Skizze, technische Zeichnung)
Andere Wissenschaften, die sich mit Produktion befassen:
-Chemieingenieur
-Verfahrenstechnik
= Pulver, Pasten, Flüssigkeiten
Fertigungslos/Losgröße
Anzahl der Bauteile, dir mit einem Auftrag die Fertigung durchlaufen
Mittwoch, 4. Oktober 2017
Donnerstag, 28. September 2017
Handyvertrag neu aushandeln
Ist der bestehende Handyvertrag zu teuer?
Dann kündigen sie diesen, denn das Unternehmen versucht mit ihnen zu verhandeln. Diese wollen Sie als Kunden nicht verlieren.
Nehmen sie aber nicht gleich das nächst beste Angebot an, sondern bleiben Sie am Ball. Rufen Sie da öfters an, je nach Person im Kunden Center, kann sich der Preis ändern....
Montag, 25. September 2017
Künstliche Intelligenz verändert die Medizin
Die künstliche Intelligenz nimmt immer mehr Platz in der Medizin ein, so machen die jüngsten Entwicklungen in dieser Richtung die Science Fiction zur Wissenschaftlichen Tatsache. Dabei ist
Deep Learning das Herzstück. Diese Systeme sind in der Lage, eine Vielzahl von Daten zu untersuchen, Muster und Unterschiede zu erkennen, was für die Menschen nicht wahrnehmbar sind.
Es gibt sogar Unternehmen, die künstliche Intelligenz verwenden, um Tumore auf molekularer Ebene zu analysieren und die Zahl der Immuntherapien einzugrenzen, um diese mit den Patienten abzugleichen.
Das Unternehmen Pfizer arbeitet sogar mit dem Supercomputer Watson von IBM zusammen, um neue Medikamente und Ansätze für die Immuntherapie zu entdecken. Dabei analysierte Watson 25 Millionen Medline-Dokumente, über eine Millionen Artikel aus medizinischen Zeitschriften, Aufzeichnungen von vier Millionen Patienten und jedes medizinische Patent seit 1861.
Natürlich werden diese immer wieder Aktualisiert und schlägt sogar passende Medikamente für bestimmte Erkrankungen vor.
In anderen Richtungen wird auch die Künstliche Intelligenz verwendet um Früherkennungen von Herzkrankheiten zu erkennen oder auch bei Diabetes und Erblindung.
Diese Entwicklungen geben uns einen Einblick in die Zukunft der künstlichen Intelligenz in der Medizin. Zwar steckt die künstliche Intelligenz noch in den Kinderschuhen und die Forscher haben erst die Spitze des Eisbergs gesehen, wie die medizinische Versorgung revolutioniert werden kann.
Mittwoch, 20. September 2017
Montag, 18. September 2017
YouTube Studio App lässt nach Update nun Planen zu
Die YouTube Studios App, lässt nach dem jüngsten Updates nun die Planen Funktion zu. Es war vorher nur übers Internet (Desktop) möglich, das Videos, welche zu einem bestimmten Zeitpunkt erst erscheinen sollte, einstellen.

Montag, 11. September 2017
Sonntag, 10. September 2017
Wissenswertes für Leute die viel Fleisch essen
Fleisch riecht gebraten lecker und einem fließt das Wasser im Munde zusammen, wenn man zubereitet auf dem Tisch sieht, bevor man den ersten Happen nimmt.
Dabei Bedenken wir aber einige wichtige Fakten nicht und das ist der Fehler.
Wisst ihr eigentlich, wieviel Wasser für ein Steak verbraucht wird?
4.000 Liter!!!!
Auf ein komplettes Tier fällt 15.500Liter an
Wie das zustande kommt?
Erstmal lebt das Tier ca.3 Jahre, bevor es geschlachtet wird um an das Fleisch zu gelangen.
In dieser Zeit sind etwa 24 Kubikmeter an Trinkwasser schon direkt verbraucht. Dazu kommen noch weitere 7 Kubikmeter Wasser für die Reinigung der Ställe. Es stecken also in jedem Kilo Rindfleisch 155 Liter Wasser. Da Tiere auch etwa 1.300 Kilo Getreide und 7.200 Kilo Heu oder Silage zu sich nehmen, und diese Futtermittel angepflanzt und bewässert werden müssen, kommen noch weitere 15.300 Liter Wasser dazu.
Mittwoch, 6. September 2017
Samstag, 2. September 2017
Mittwoch, 30. August 2017
Dienstag, 29. August 2017
Wissenswertes Diät-Limo
Wusstet ihr eigentlich, dass wenn man die Diät-Limo mit Alkohol vermischt, das man schneller betrunken wird?
Der künstliche Süßstoff verursacht, das der Alkohol schneller in den Kopf steigt.
Donnerstag, 24. August 2017
Sommerzeit = Mückenzeit
Anwendung:
- Reiben Sie die Innenseite einer Bananenschale auf den Mückenstich um den Juckreiz zu lindern.
Samstag, 19. August 2017
Unterschied zwischen Clementine und Mandarine
Mandarinen und Clementine sehen sich sehr ähnlich, doch Sie unterscheiden sich in einigen Punkten. Welche Unterschiede das sind, zeige ich Ihnen im folgenden Text.
Fruchtfleisch der Mandarine und Clementine
Mandarine hat viele Kerne
Segmente der Mandarine und Clementine
Ähnlichkeiten Clementine und Mandarine?
Freitag, 18. August 2017
Sonntag, 13. August 2017
Samstag, 12. August 2017
Wann müssen Unternehmen Pfand annehmen?
Rücknahmepflicht nach Materialart
Donnerstag, 10. August 2017
Banküberweisung
Ab 2018 sollen Banküberweisung nicht mehr wie üblich innerhalb von 2-3 Tagen andauern, sondern binnen weniger Sekunden. Das würde dann vieles vereinfachen.
Wissenswertes YouTube
Ab dem neuen update will YouTube es ermöglichen, das man nun auch chatten kann. Das ermöglicht den youtubern neue Möglichkeiten und kann mehr mit den Zuschauern interagieren.
Mittwoch, 9. August 2017
Freitag, 28. Juli 2017
Mittwoch, 19. Juli 2017
Sonntag, 2. Juli 2017
Textilkennzeichnung'sgesetz
Nicht nur die Lebensmittel müssen gekennzeichnet werden, sondern auch bei Textilien gibt es bestimmte Angaben für den Verbraucher, welche für sie ersichtlich sein müssen. Dabei handelt es sich um die verwendeten Rohstoffe, die in Gewichtsprozent bezogen auf das Nettotextilgewicht angegeben werden müssen. Die Kennzeichnung muss an der Ware selbst gut lesbar und einheitlichem Schriftbild angebracht werden.
Zusätzliche Angaben wie Pflege des Produktes sind Freiwillige Ergänzungen des Herstellers.
Donnerstag, 29. Juni 2017
Mittwoch, 28. Juni 2017
Rechtsgeschäfte
Zustandekommen eines Rechtsgeschäftes:
Diese kommen durch die Abgabe von Willenserklärungen zustande.
Diese können wie folgt abgegeben werden:
Ausdrückliche Äußerungen:
-mündlich
-schriftlich
Z.b. Bestellung im Restaurant oder schriftliche Kündigung eines Vertrages.
Schlüssiges Handeln:
Z.b. betätigen eines Getränkeautomaten oder Lebensmittel aufs Vörderband legen.
Schweigen:
Z.b. Durch nichts tun verlängert sich ihr Abo oder Vertrag um 1 Jahr.
(Bei Privatpersonen heißt schweigen = Ablehnung/Kein Interesse. Bei Kaufleuten ist schweigen = Zustimmung)
Sonntag, 25. Juni 2017
Wieso Benzinpreise schwanken
Mittlerweile schwanken die Preise je nach Tageszeit. Abends sind die Preise dann am höchsten.
Früher war es so, dass zum Beginn der Ferien die Preise erhöht wurden. Nun ist es auf die Tageszeit übernommen worden.
Warum schwankt es so?
Die Preise für Benzin und Diesel schwanken jetzt stärker im Tagesverlauf. In der Nacht, wenn 60 Prozent der Tankstellen geschlossen haben, sind bei den anderen die Preise am höchsten. Morgens von 6 Uhr an, wenn mehr Tankstellen aufmachen, fangen die Preise an zu sinken. Mittags um 12 Uhr geht es wieder mit einem Sprung nach oben. Danach sinken die Preise wieder, bis es gegen 17 Uhr abermals einen Sprung nach oben gibt. Dann geht es wieder runter. Kurz bevor in einer Region viele Tankstellen schließen, zwischen 18 Uhr und ungefähr 20 Uhr sind die Preise am niedrigsten.
Samstag, 17. Juni 2017
Richtige Wassermelone kaufen
Beim Kauf unbedingt auf die gelben Stellen achten. Denn diese bedeuten nämlich keineswegs, dass etwas mit der Melone nicht stimmt.
Es gibt vielmehr Auskunft, dass diese Wassermelone in der Sonne lag, bis diese vollständig reifen konnte. Das ist besonders wichtig, wenn Sie eine süße Melone kaufen möchten, denn es verleiht der Wassermelone das richtige Aroma.
Wenn sie im Supermarkt nur Exemplare finden, die rundherum grün sind, deutet das darauf hin, dass diese noch nicht reif sind.
Ein weiterer Trick ist es, an dieser zu klopfen. Auf diese Weise stellen Sie fest, ob sie süß ist. Reife Wassermelonen erkennen Sie am dunklen und satten Klang. Ist Ihre Auswahl noch nicht reif, gibt die Melone fast keinen Ton ab und klingt eher tief.
Form und Größe der Wassermelone spielen beim Kauf übrigens keine Rolle.
Sie sollten im Supermarkt allerdings auf das Gewicht achten, denn dieses lässt ebenfalls Rückschlüsse auf ein süßes Aroma zu. Vergleichen Sie hierbei zwei gleichgroße Melonen und entscheiden Sie sich für die schwerere, denn diese ist süßer.
Montag, 12. Juni 2017
Korrosion
Was versteht man eigentlich unter Korrosion?
Als Korrosion wird allgemein die Zersetzung von Stahl, z.B. aufgrund der Reaktion mit Sauerstoff, bezeichnet.
Der Hintergrund ist vereinfacht folgender: bei der Herstellung von Stahl wird dem Eisenerz Sauerstoff entzogen. Dieser soll irgendwie wieder aufgenommen werden (Oxidation).
Das klappt aber nur, wenn
1. Sauerstoff
2. Elektrolyt (in diesem Fall "Wasser")
Vorhanden ist.
Des weiteren ist es ein Elektrochemischer Angriff, bei der die Zerstörung bei einem meist metallischen Werkstoffes betrifft (heutzutage betrifft es auch Kunststoffe, Glas usw.)










