Verschleißursachen
Verschleiß wird durch gleichzeitige mechanische und thermische Belastung des Schneidkeils hervorgerufen. Die wichtigsten Ursachen sind:
- Mechanischer Abrieb
- Abscheren von Pressschweisstellen
- Oxidationsvorgänge
- Diffusion
Bei niedrigen Schnittgeschwindigkeiten und leicht spanbaren Werkstoffen tritt der mechanische (abrasive) Verschleiß in den Vordergrund, bei höheren Schnittgeschwindigkeiten und schwerer spanbaren Werkstoffen dagegen die thermische bedingten Verschleißursachen Oxidation und Diffusion.
- Niedrigere Schnittgeschwindigkeit -> Verschleiß durch Temperatur (Aufbauschneiden, mechanischer abrieb)
- Höhere Schnitttemperatur -> Verschleiß durch Oxidation und Diffusion
Aufbauschneide:
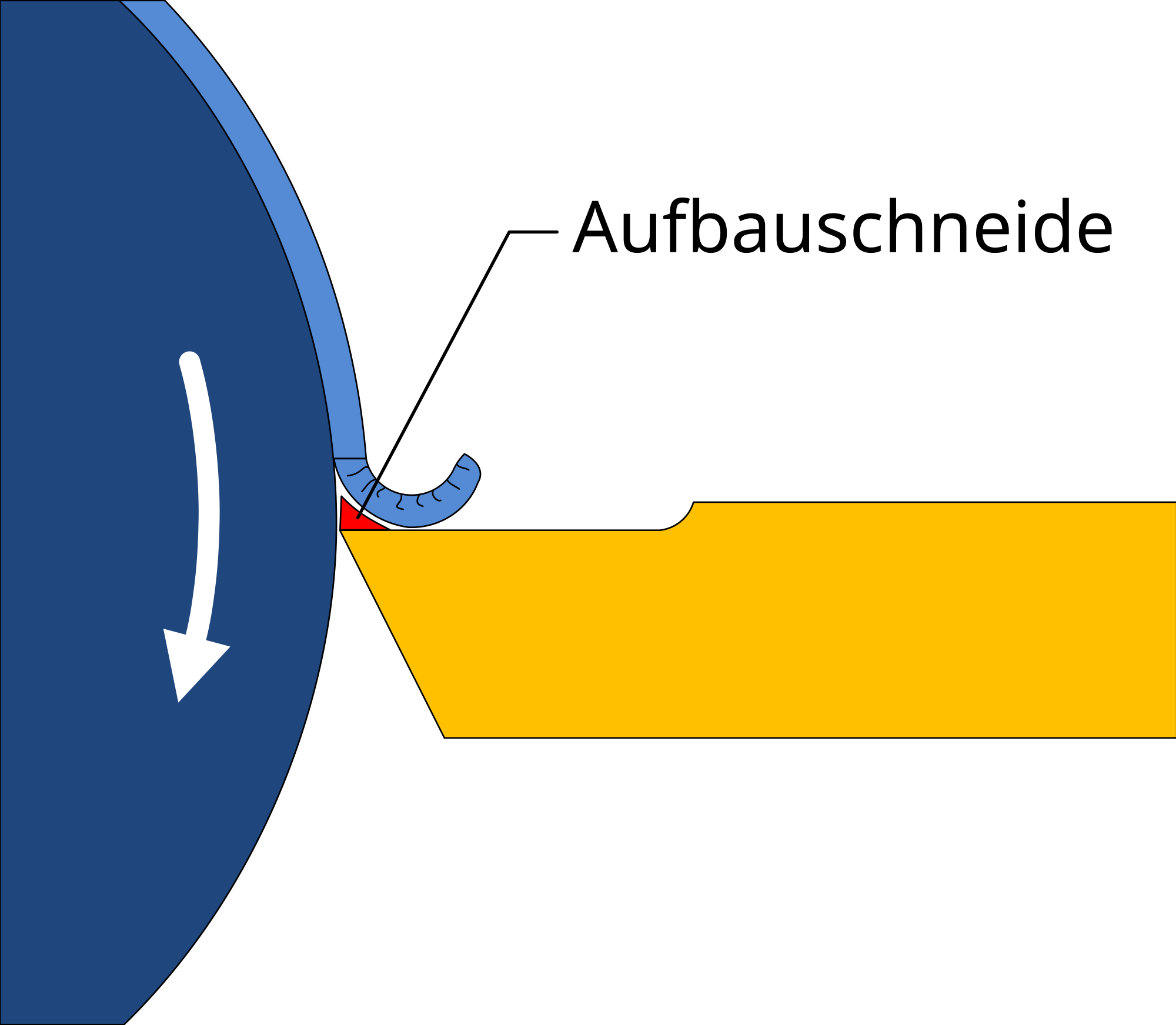
Als Aufbauschneide bezeichnet man eine künstliche Schneide auf der Span- oder Freifläche von Schneidwerkzeugen, die vor allem bei geringer Schnittgeschwindigkeit festschweißen können. Durch die Aufbauschneide verändert sich die Schneidengeometrie, was zu höherem Verschleiß und verminderter Fertigungsqualität führt.
Freiflächenverschleiß:

Beschreibung:
- Gleichmäßiger Abrieb von Schneidstoff an Freifläche
- Verschleißfläche verläuft parallel zur Schnittrichtung
- An Haupt- und Nebenschneide
- Gekennzeichnet durch Verschleißmarken
Entstehung der Ursachen:
- Zu hohe Schnittgeschwindigkeit
- Zu geringe Verschleißfestigkeit
- Vorschub zu niedrig
Vermeidungsmöglichkeiten:
- Schnittgeschwindigkeit reduzieren
- Verschleißfesteren Schneidstoff wählen
- Vorschub erhöhen
- Beschichteten Schneidstoff wählen
- Kühlschmierung verstärken
Kolkverschleiß:

Beschreibung:
- Auskolkung (Krater) entsteht durch ablaufenden heißen Span auf Spanfläche
- Schnittkräfte nehmen zu
- Gefahr von Schneidkantenausbruch
Entstehung der Ursachen:
- Zu geringer Spanwinkel
- Zu hoher Vorschub, Schnittgeschwindigkeit und Arbeitstemperaturen
- Zu geringe Verschleißfestigkeit
- Kühlschmierung nicht ausreichend
Vermeidungsmöglichkeiten:
- Schnittgeschwindigkeit und Vorschub verringern
- Verschleißfesteren Schneidstoff wählen
- Werkzeug mit entsprechendem Spanwinkel verwenden
- Kühlschmiermittelzufuhr erhöhen
Schneidkantenbruch:

Beschreibung:
- Tritt ein wenn Schneidstoff den Bearbeitungsansprüchen nicht gewachsen sind
Entstehung der Ursachen:
- Vorschub zu groß
- Schnitttiefe zu groß
- Schneidstoff verschleißfest
- Eckenradius und Eckenwinkel zu klein
Vermeidungsmöglichkeiten:
- Vorschub verringern
- Schnitttiefe verringern
- Zäheren Schneidstoff wählen
- Eckenradius und Eckenwinkel vergrößern
Kantenverschleiß:

Beschreibung:
- Kleine Kantenausbrüche (Ausbröckelung) -> schlechte Oberflächengüte und starker Freiflächenverschleiß
Entstehung der Ursachen:
- Zu verschleißfester Schneidstoff
- Spanwinkel zu klein
- Aufbauschneidenbildung
- Schnittgeschwindigkeit und Vorschub zu klein
Vermeidungsmöglichkeiten:
- Schneidstoff mit geringerer Verschleißfestigkeit wählen
- Spanwinkel vergrößern
- Schnittgeschwindigkeit und Vorschub erhöhen
Keine Kommentare:
Kommentar veröffentlichen