Definition von Schleifen:
Schleifen wird zur Erzielung von Werkstückformgenauigkeit bei erforderlicher Oberflächenrauigkeit angewendet.
Nach den folgenden Fertigungsverfahren kann man Schleifen:
- Spanen ( Hobeln, Drehen, Fräsen, Bohren)
- Stoffeigenschaftenändern (Härten)
- Urformen (Sintern, Feingießen)
- Umformen (Gesenkschneiden)
Anwendung:
Schleifen dient zur Fertigung, Aufarbeitung von Werkstücken, sowie zum Entgraten
Durch Schleifen fertigt man ebene, gekrümmte und profilierte Flächen
Der Schleifvorgang:
- Spanabnahme beruht beim Schleifen auf dem Prinzip der Keilwirkung durch harte, Scharfkantige Körner
- spanendes Verfahren von geometrisch unbestimmter Form
- Werkstoffabnahme erfolgt durch die gleichzeitige Einwirkung vieler hintereinanderliegender Schneiden
- Schleifkörper werden mit einem Bindungsmittel gemischt, zu Schleifkörpern geformt, verwenbar für Kreisförmige Schnittbewegungen
- Schleifen ähnelt beim Fertigungsverfahren dem Fräsen in Bewegungen, Spanbildung und Kraftwirkung
- Spanabnahme pro Korn ist gering und die Einzelschneiden haben meist einen negativen Spanwinkel (schabende Wirkung) haben, erreicht man eine hohe Oberflächengüte
- Schnittgeschwindigkeit beim Schleifen beträgt mindest. 20m/s max 120m/s
- Erwärmungen von Schleifkörper, Span und Werkstück
- Spantemperatur : 1500°C bewirkt Aufglühen und verbrennen der Späne

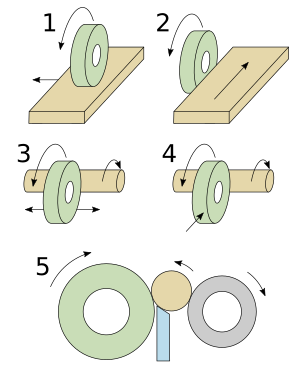
Schleifverfahren:
- Rundschleifen
- Innenschleifen
- Flachschleifen
- Die Zerspanungsleitung darf nicht zu groß gewählt werden, das Störwirkung auftreten
- bei großer Erwärmung des Werkstückes führt bei gehärteten Werkstücken zu Gefügeumwandlung und bei dünnen Werkstücken zu Verzug
- große Erwärmung des Schleifkörpers hat vorzeitige Abnutzung
- Zerstörung der Bindung
- Zerstörung der Scheibe
- folge: Temperaturunterschiede
- Schleifkörper nutzen sich beim Einsatz ab
- durch den Schnittdruck brechen stumpfe Schleifkörper aus
- scharfe Körner gelangen unter geringer Abnutzung an die Wirkstelle
- Durch verwenden von Kühlmitteln (Wasser mit korrisionshemmenden Zusätzen) werden Zerspanungsleistung und Wirtschaftlichkeit erhöht.

Schleifscheiben:
Aufbau, Funktion, Werkstoffe
- werden nach Schleifmittel, Körnung, Bindungsart, Härte, Gefügeart und zulässiger Umfangsgeschwindigkeit unterschieden (DIN 69100)
- Unterscheidung zwischen natürliche und künstliche (synthetische) Schleifmittel
- Natürliche Schleifmittel:
- Naturkorund
- Quarz
- Schmirgel
- Diamantsplitter
- Künstliche Schleifmittel
- technische Korunde (Al²O³)
- Edelkorunde (EK)
- Siliziumkarbid (SIC)
- Vorteil: günstige Kornformen können hergestellt werden
- Körnung: wird durch Zerkleinern und Sortieren festgelegt
- Grobes Korn:
- große Zerspannungsleistung
- kleine Rauhtiefe der Oberfläche
- Feines Korn:
- geringe Zerspannungsleistung
- kleine Rauhtiefe der Oberfläche
- Grobes Korn:
- Grobes Korn für weiche Werkstoffe
- feines Korn fur harte Werkstoffe
- Natürliche Schleifmittel:
- Bindemittel halten die Schleifkörner im Verband des Schleifkörpers
- der Widerstand, den das Schleifkorn dem Ausbrechen entgegensetzt (DIN 69100) wird als Härte der Schleifscheibe bezeichnet
- weiche Scheiben
- brechen die Körner nach geringen Abstumpfen der Schneiden aus
- harte Scheiben
- verhalten umgekehrt als weiche Scheiben
- Harte Scheiben = feste Bindung
- weiche Scheiben = weniger feste Bindung
- weiche Werkstoffe bearbeitet man mit harten Schleifscheiben,
- Harte Werkstoffe bearbeitet man mit weichen Schleifscheiben
- bei nicht beachten erfolgt die Spanabnahme entweder mit Stumpfer Schneide oder mit unwirtschaftlich großer Schneidenabnutzung:
- große Wärmeentwicklung an der Wirkstelle
- Minderung der Arbeitsgüte
- Bruchgefahr der Schleifscheibe durch erhebliche Zunahme des Schnittdruckes
- Falsche Drehzahleinstellung kann zu schweren Sachbeschädigungen und Körperverletzung führen
Formel: n= Vc : d x pi

Aufbau und Bindungsarten:

Unfallverhütung:
- Schutzhaube und Werkstückanlage einstellen
- Spalt zwischen Scheibe und Werkstückauflage täglich kontrollieren und wenn notwendig nachstellen
- Werkstückanlage nach jedem Abrichten nachstellen
- Grundsätzlich beim Schleifen die Schutzbrille tragen
- Nicht die laufende Scheibe berühren
- keine Seitenflächen der Schleifmaschine benutzen, sondern nur die gekennzeichneten Hauptschleifflächen!
Keine Kommentare:
Kommentar veröffentlichen